- Machines
-
conveyance
Machines conveyance
Vibratory technology is an effective method for conveyance of products within a food processing plant.
The vibratory conveyor is an extremely hygienic and efficient machine for conveying a wide range of products in the food processing industry.
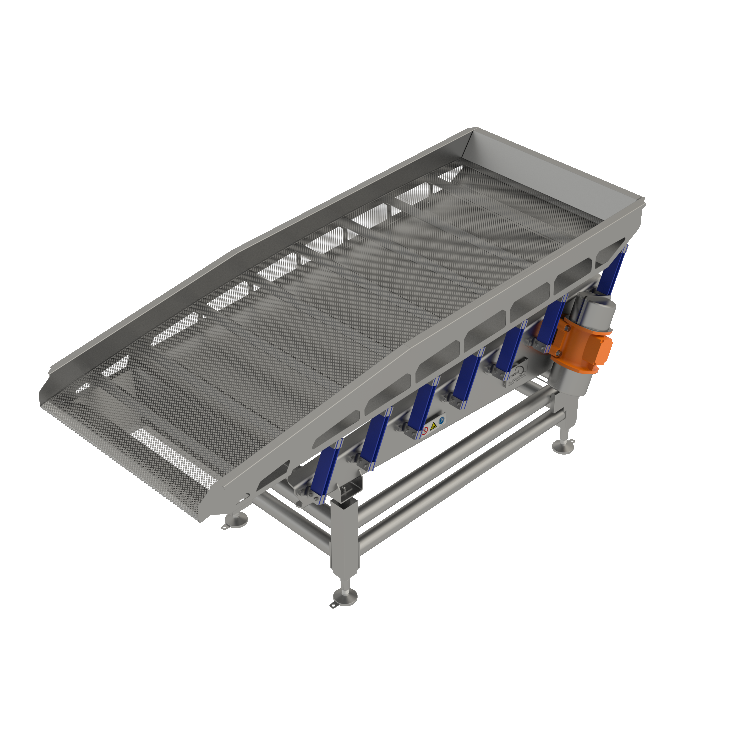
 Dewatering
DewateringMachines Dewatering
In the food processing industry, water is often used to clean and convey products.
A dewatering conveyor is an excellent technical solution for the subsequent removal of water from the product.
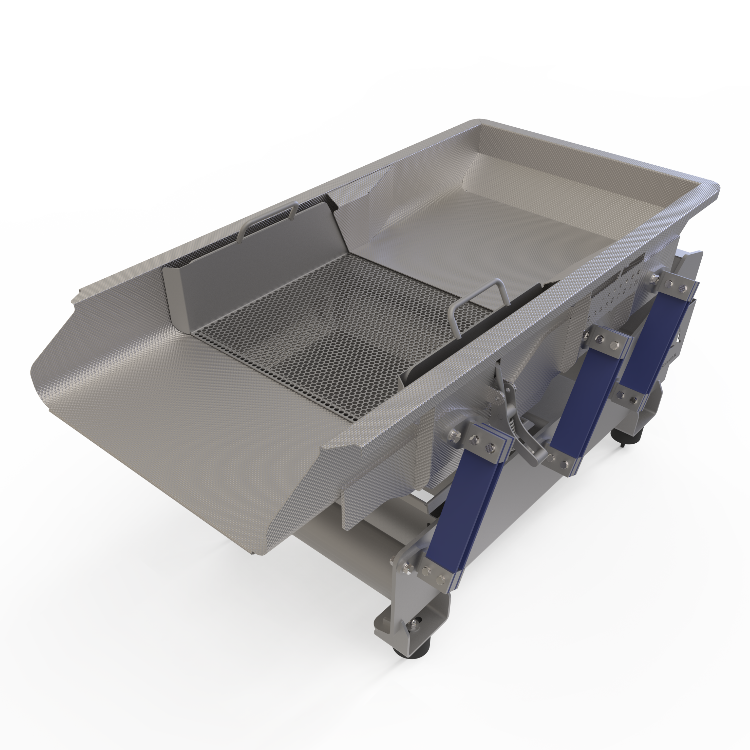
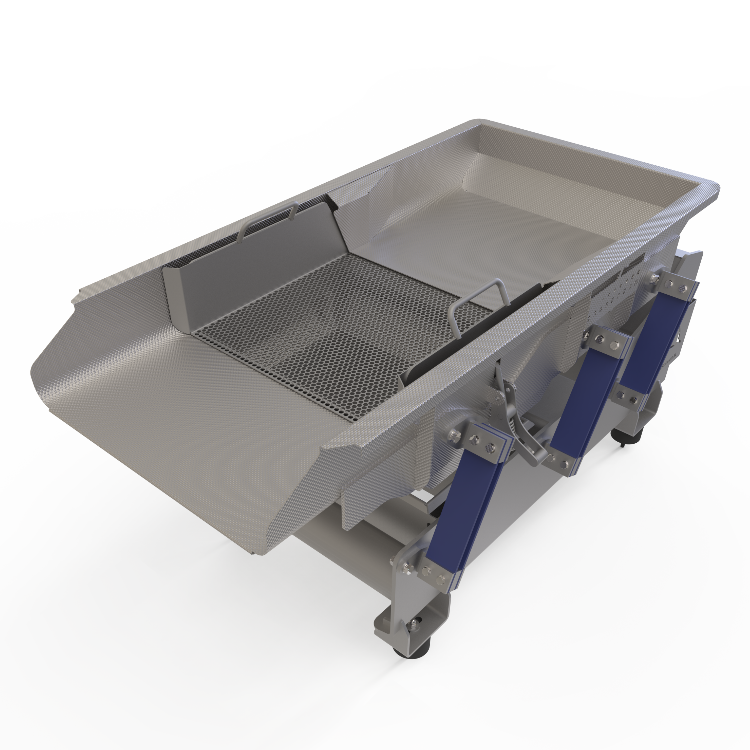
 Sieve
SieveMachines Sieve
There can be many reasons for sieve grading of food products.
In general, product sorting - to ensure that the product meets customer-specific requirements - is performed using sieve techniques, and this usually calls for a customized solution.
 Grading
GradingMachines Grading
Grading with a FoodeQ vibratory conveyor can be carried out in several different ways, and through the use of certain vibrating screen variants.
We produce sorting conveyors with multiple screen layers, one per graded fraction of the product.
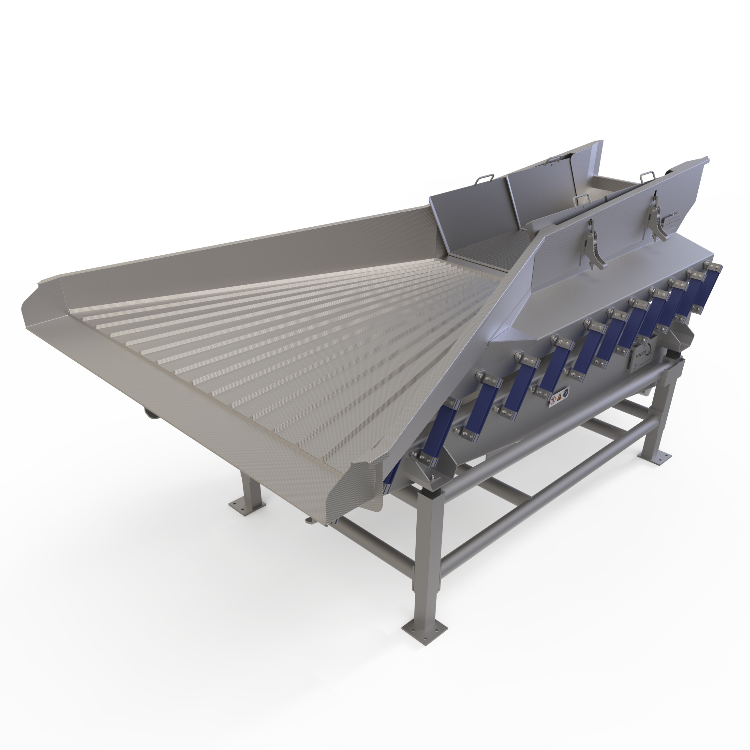
 Distribution
DistributionMachines Distribution
Vibratory conveyors are eminently suitable for distribution of the product flow from a narrow conveyor that feeds a wider machine - up to five times as wide.
For example, we often spread products across a wide belt for drying, frying, cooling or freezing.
 Defatting
DefattingMachines Defatting
Baked or fried products discharged from an oven or deep-fryer will inevitably be covered with some residual oil or fat.
A vibration conveyor with heat tracing from FoodeQ can eliminate surplus oil or fat from the product while it is being conveyed to the next station.
 Dosing
DosingMachines Dosing
Vibratory technology is an excellent solution for dosing/metering of food products.
An important benefit of vibratory technology is that vibrations do not damage the product when used to stimulate a product flow from a buffer vessel or hopper.
 Multihead feed conveyors
Multihead feed conveyorsMachines Multihead feed conveyors
Vibratory technology is the best solution for ensuring a controlled and accurate product feed to weighers.
The weighers, either linear or multihead, optimize the “feed” by controlling the conveyor.
-
 EN
EN
 nl
nl  de
de 
WESTMALLE
FOODEQ’S HOP SHAKER SAVES TIME AND
PREVENTS MALFUNCTIONS IN THE BREWING PROCESS
Traditional craftsmanship and 100 per cent pure natural ingredients form the basis of Westmalle’s Trappist beers. Brewer Tom Heyns knows all the ins and outs of the brewing hall, which was completely renovated in 2016. Everything is now made of shiny stainless steel. The almost futuristic-looking space – monitored from a central control room – contrasts beautifully with the copper brewing kettles that were in use until 2016. The centuries-old monastery in the background is equally impressive. While almost all well-known beer brands are now part of large enterprises, here in Westmalle the monastic order sets the course. Honesty, quality and humanity are leading and this is in line with the FoodeQ core values.
“We produce 130,000 hectolitres a year here,” says Tom Heyns. “We did the same with the old installation. The production capacity could easily be increased by weekend shifts or an extra shift every day, but that does not fit in with the ideas of monastic life.” Work should not interfere too much with family life or social life outside of work. Quality is central, quantity is of secondary importance and so production is not increased. “The time we have left over, since we work with modern machines, we now use for planned maintenance.”
Honest beer is slightly more expensive to make, but tastes so much better
Westmalle is brewed from pure malt and hop flowers. “And water and lots of other raw materials. We like to use ingredients of which we know the origin and can be sure that it is a 100% natural and honest product. That is a choice inspired by the spirit of the monastic life. This does not mean that we do not move with the times, as we invest in the latest technology such as state-of-the-art software to control the processes. We produce in line with the strictest food safety requirements; quality remains our primary concern.”
Hop flowers make Westmalle’s Trappist beers unique
Hops give beer its bitterness and the beautiful head. “In addition, the hop oils present provide a pleasant hop aroma,” says Tom Heyns. He started here in 2002 and learned the craft of brewing in practice, but also completed an evening course at the brewers’ school. It fits in with his enthusiasm. The same goes for his colleagues and you can see and taste this in the end product.
Hop flowers are more difficult to process
The advantage of pressed hop grains is that it is cheaper and much easier to process in your brew. Westmalle uses pure untreated hop flowers, as picked in the field. “That way we know exactly what is in our beer and that is worth a lot to us and it gives our beers their typical own taste.”
For years, the hop flowers were cleaned manually based on eye inspection. “This is a time-consuming and therefore costly production step. We make four brews a day here and per brew we need about 80 to 90 kilos of hops – for a triple a little more than a double and an extra – and we spend about six hours a day cleaning the hops. This used to be done on a big table. Then you took everything apart by hand, removed the stalks and if you found two little stones at the end of the working day, you were satisfied. With the old copper kettles, it was not as strict. Of course you didn’t want any contamination in your brew there either, but a pebble hardly ever caused any major problems, whereas with the new system a pump can get stuck on a pebble or a piece of wire.”
With a test set-up we achieved the final design of the hop shaker
Two pebbles after a day’s work. “This had to be improved and in my head the idea of a vibrating table came up. I started looking on the internet and came across FoodeQ. I shared my ideas with Piet Oostdijk who immediately understood what I was looking for and in no time, a test shaker stood here. The same day, we established that the principle could work, but that some adjustments were needed. We started testing ourselves and used a forklift truck to make a slanted setup so that the heavier stones stayed behind and the hops vibrated upwards and were caught. Based on our findings, FoodeQ eventually built a hop shaker that fully met our specifications. A magnetic driven shaker with a hopper that releases the hops and at the end of the vibrating plate a permanent magnet that traps any iron particles. All in all, things went very quickly and we particularly liked the provision of a test set-up because it enabled us to discover by trial and error exactly what we needed. FoodeQ is able to switch quickly and delivers top quality that fits our high quality requirements.”
For more information on Westmalle, visit www.trappistwestmalle.be