- Machines
-
conveyance
Machines conveyance
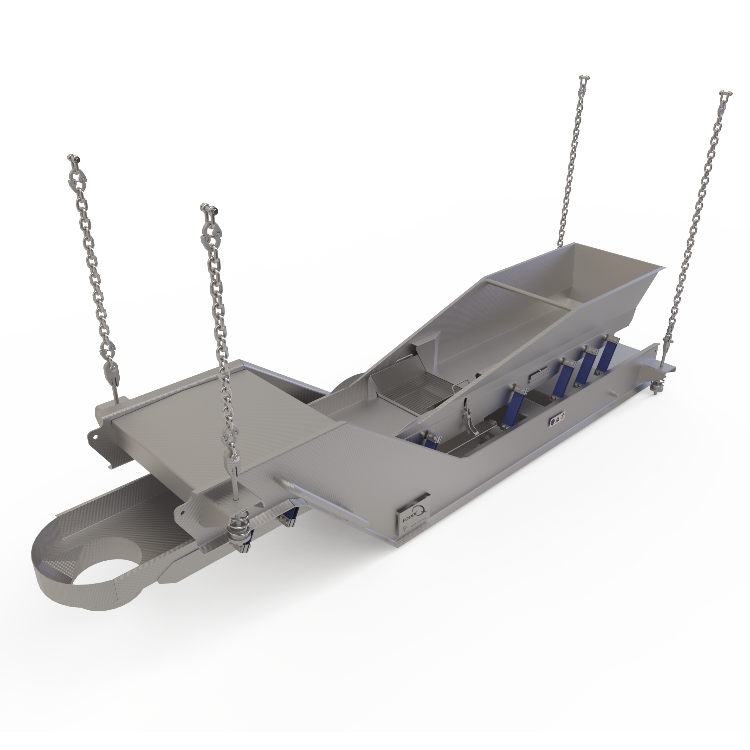
Vibratory technology is an effective method for conveyance of products within a food processing plant.
The vibratory conveyor is an extremely hygienic and efficient machine for conveying a wide range of products in the food processing industry.
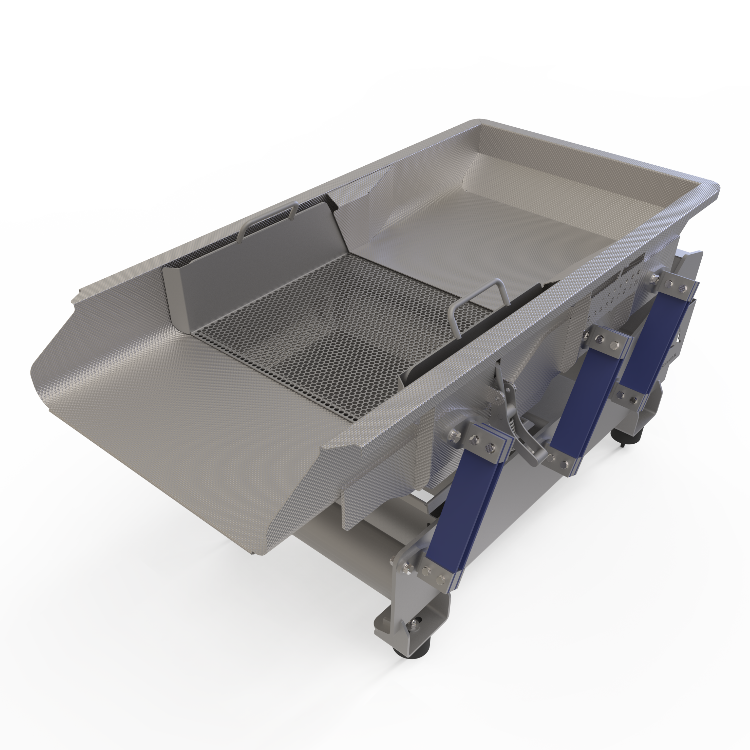
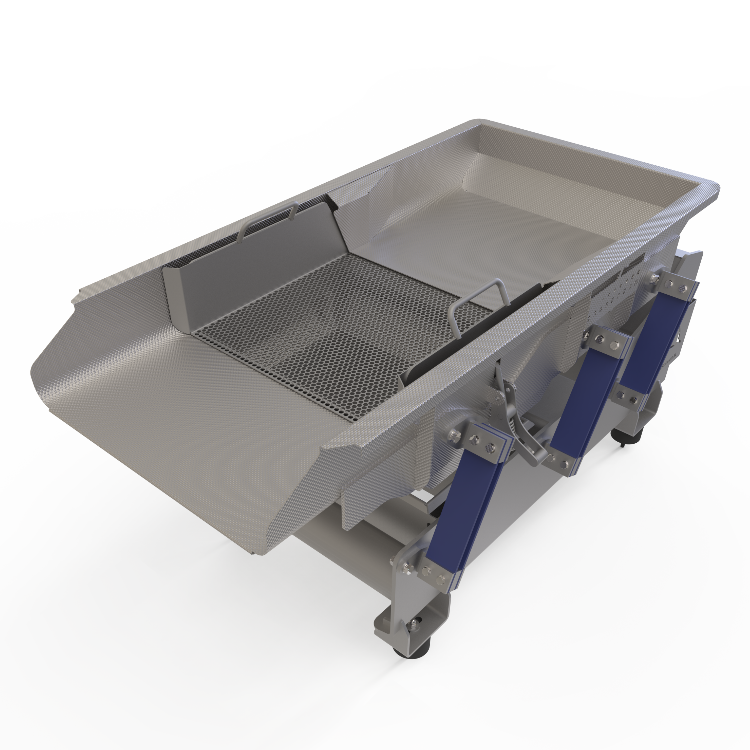
 Dewatering
DewateringMachines Dewatering
In the food processing industry, water is often used to clean and convey products.
A dewatering conveyor is an excellent technical solution for the subsequent removal of water from the product.
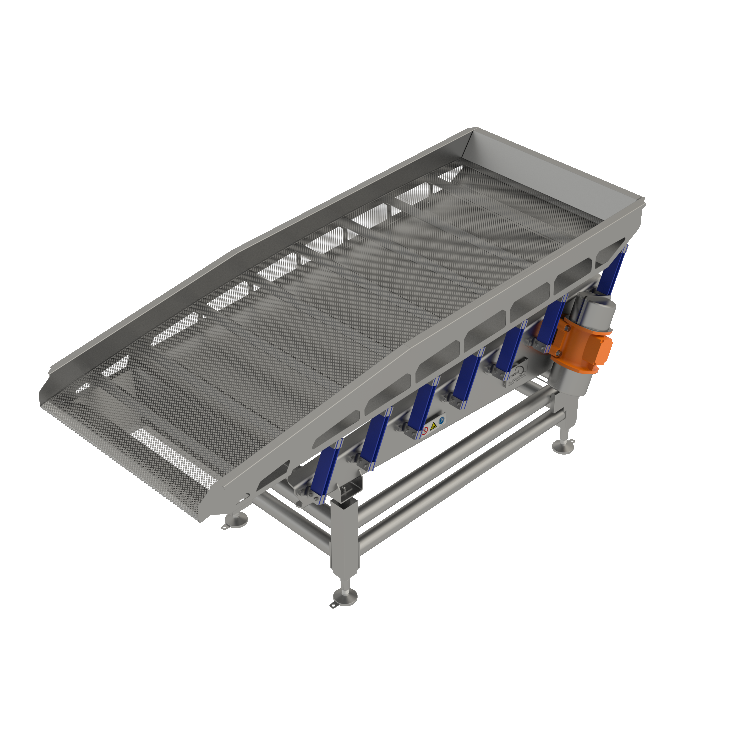
 Sizing
SizingMachines Sizing
There can be many reasons for size grading of food products.
In general, product sorting - to ensure that the product meets customer-specific requirements - is performed using sizing techniques, and this usually calls for a customized solution.
 Grading
GradingMachines Grading
Grading with a FoodeQ vibratory conveyor can be carried out in several different ways, and through the use of certain vibrating screen variants.
We produce sorting conveyors with multiple screen layers, one per graded fraction of the product.
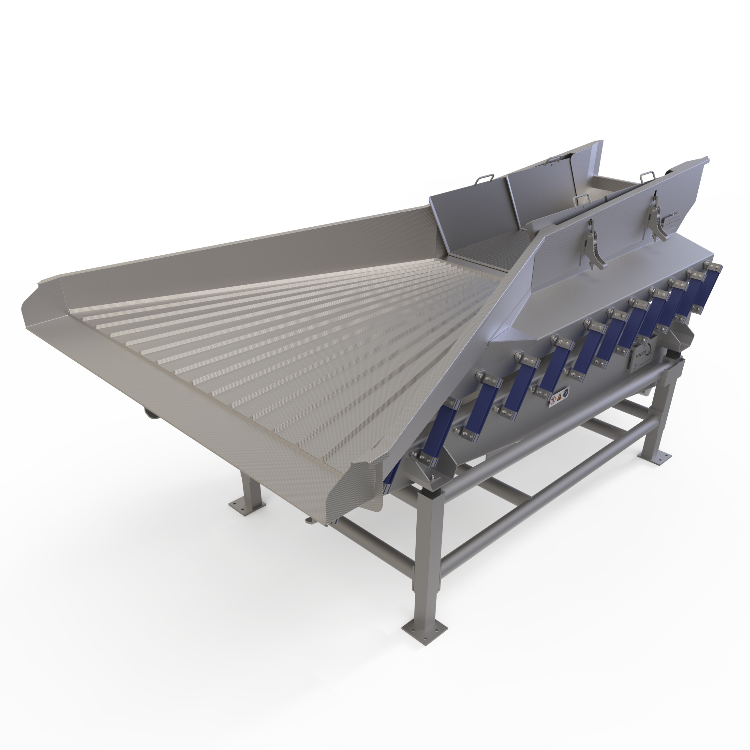
 Distribution
DistributionMachines Distribution
Vibratory conveyors are eminently suitable for distribution of the product flow from a narrow conveyor that feeds a wider machine - up to five times as wide.
For example, we often spread products across a wide belt for drying, frying, cooling or freezing.
 Defatting
DefattingMachines Defatting
Baked or fried products discharged from an oven or deep-fryer will inevitably be covered with some residual oil or fat.
A vibration conveyor with heat tracing from FoodeQ can eliminate surplus oil or fat from the product while it is being conveyed to the next station.
 Dosing
DosingMachines Dosing
Vibratory technology is an excellent solution for dosing/metering of food products.
An important benefit of vibratory technology is that vibrations do not damage the product when used to stimulate a product flow from a buffer vessel or hopper.
 Multihead feed conveyors
Multihead feed conveyorsMachines Multihead feed conveyors
Vibratory technology is the best solution for ensuring a controlled and accurate product feed to weighers.
The weighers, either linear or multihead, optimize the “feed” by controlling the conveyor.
-
 EN
EN
 nl
nl  de
de 
PROCESSING



PROCESSING
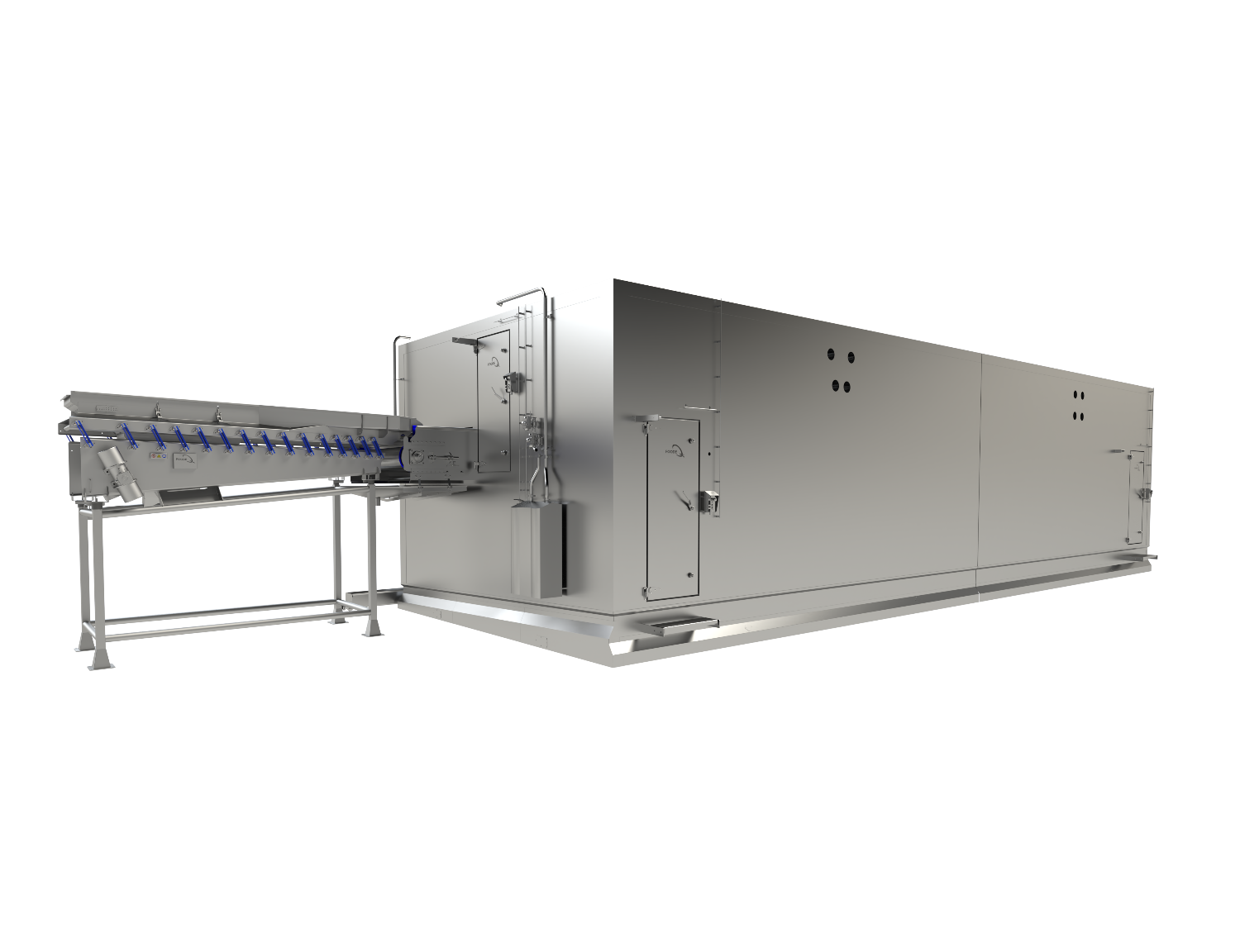
Cooling Tunnel
The FoodeQ cooling tunnel is designed based on our years of practical experience, in line with the strictest standards for hygienic design. The robust design criteria and the flexibly controlled process components ensure optimal efficiency and low operational costs.
BIG BENEFITS
- Maximum hygiene
- Suitable for all kinds of products
- Fully-adjustable process
- Longer product shelf-life
- Super maintenance-friendly
FOODEQ COOLING TUNNEL
The FoodeQ cooling tunnel can be used, for example, for cooling (blanched) potato products. This highly reliable FoodeQ cooling solution is a crucial link in the chain, because it ensures that the product is effectively cooled to the exact desired storage temperature by way of cold air. This way, the product is preserved because undesired microbiological activity is considerably reduced. The faster the cooling (down) process, the better, because this extends the product shelf-life and that is a big win.
PLENTY OF REASONS TO SELECT THE FOODEQ COOLING TUNNEL
- Easy to clean thanks to a sophisticated CIP (Cleaning In Place) installation
- Extended shelf-life through potential combination with a unique drying concept
- Customization, product- and project-specific design
- Suitable for a variety of products
- Optimal balance in energy consumption
To achieve the ultimate shelf-life of fresh products, FoodeQ has developed a system for steaming-drying-cooling without polluting and less hygienic transitions. The product is treated entirely in a high-care zone before it is packaged.
Since a proper feed is crucial for the optimal operation of the cooling/freezing tunnel with minimal energy consumption, we also take care of the pre- and post-processing through proven vibratory technology, our long-standing expertise. All in one hand, that’s the assurance and creative technology of FoodeQ.

Meer weten over onze machines?
Wij helpen u graag.